Introdução
No campo dos aditivos para concreto, o superplastificante de éter policarboxilato (PCE) atua como componente principal dos agentes redutores de água de alto desempenho, e a aplicação de seus produtos na forma sólida está se tornando cada vez mais difundida. Atualmente, os dois principais tipos de produtos de PCE sólidos disponíveis no mercado são os flocos (flocos de PCE) e os pós (normalmente produzidos por secagem por pulverização). Para centrais de concreto pré-misturado (RMC) e argamassa de mistura seca nas fábricas, a escolha dos materiais não só influencia o controle de custos, mas também afeta diretamente a estabilidade do desempenho do produto e a compatibilidade com os processos de produção existentes.
Este artigo compara as diferenças técnicas entre o PCE em flocos e o PCE em pó a partir de quatro dimensões: propriedades físico-químicas, princípios do processo de produção, compatibilidade na formulação e cenários de aplicação. Além disso, apresenta um quadro de referência para a tomada de decisões com base em condições reais de produção.
I. Diferenças nos processos de preparação e nos parâmetros físico-químicos

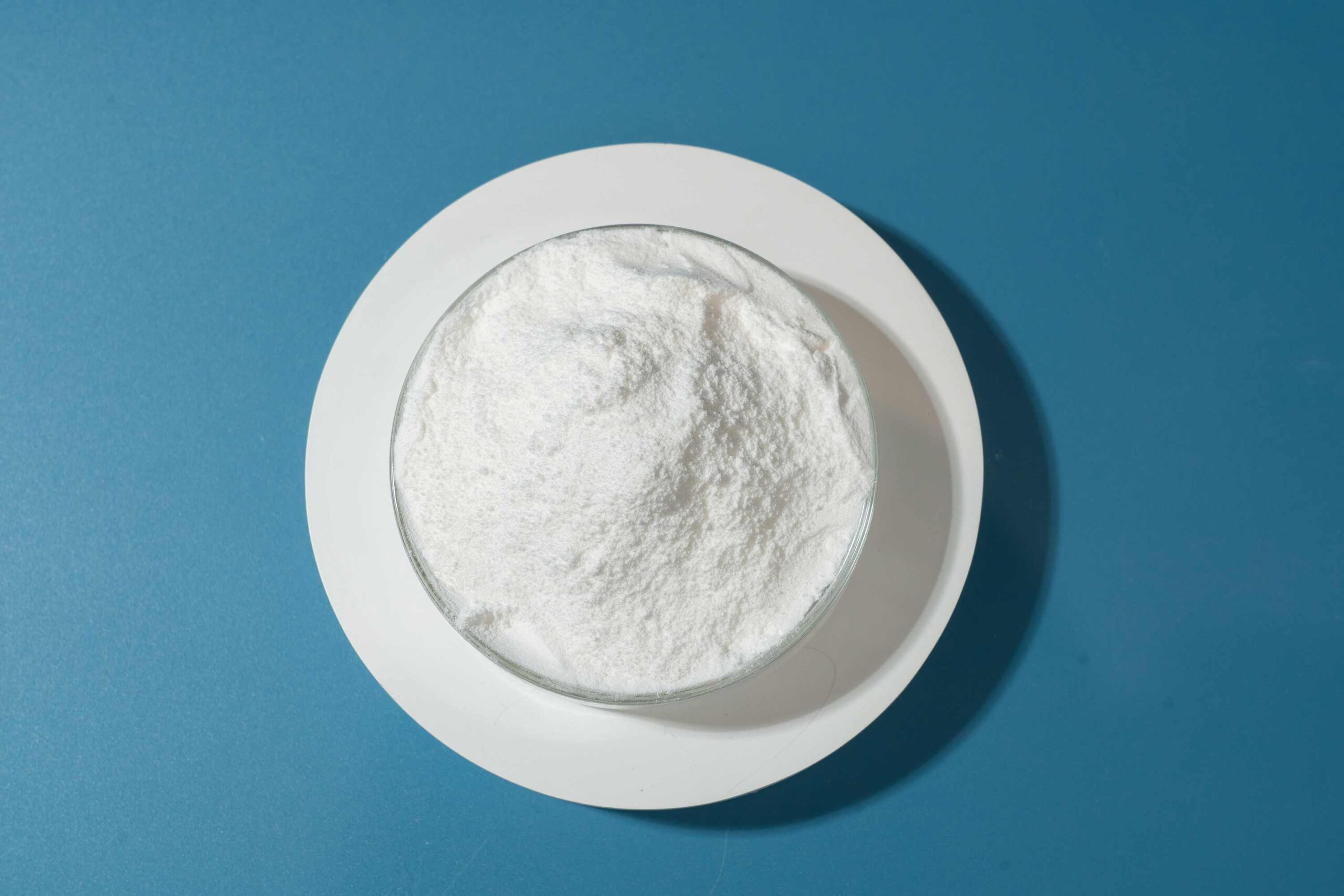
1. PCE em pó: Fluxo do processo de secagem por pulverização
PCE em pó é normalmente produzido por secagem por pulverização licor-mãe líquido de PCE. Nesse processo, o material líquido é dispersado em gotículas finas por um atomizador centrífugo, e a água é rapidamente evaporada em uma corrente de ar quente para se obter um produto em pó.
Parâmetros técnicos típicos:
Aparência: Pó branco ou amarelo claro
Finess: Resíduo na peneira de malha quadrada de 0,315 mm (malha 40) ≤ 10%
Teor de sólidos: ≥ 98%
Densidade aparente: aproximadamente 400–600 kg/m³
Características do processo e limitações do material:
O processo de secagem por pulverização requer altas temperaturas (temperatura do ar de entrada normalmente entre 180 e 250 °C), o que pode causar algum grau de degradação térmica das cadeias moleculares do PCE, resultando em uma redução na taxa de redução da água de aproximadamente 3–8% em comparação com o licor-mãe líquido.
A elevada área superficial específica e a energia superficial do pó fino tornam-no altamente suscetível à absorção de umidade. Observa-se uma tendência significativa à aglomeração quando a umidade relativa excede 60%.
Os pós finos apresentam riscos de acúmulo eletrostático e de explosão de poeira (com uma energia mínima de ignição relativamente baixa) durante o transporte pneumático e em ambientes com alta concentração de poeira.
2. Flake PCE: Processo de polimerização em massa / granulação por extrusão
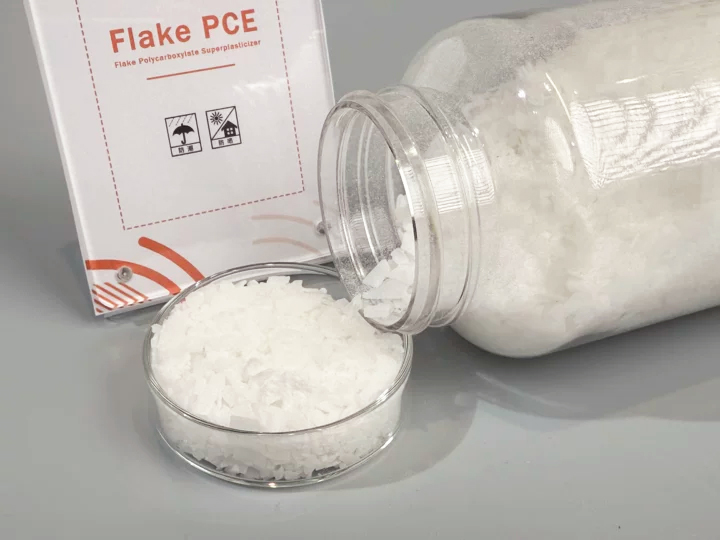
PCE em flocos é normalmente produzido por polimerização em massa ou extrusão por fusão a quente processos. A sequência de produção envolve: polimerização direta de misturas de monômeros em condições sem solvente para obter uma massa fundida de polímero de alta viscosidade, seguida de extrusão, calandragem, resfriamento e trituração para obter partículas em forma de flocos irregulares.
Parâmetros técnicos típicos:
Aparência: Flocos finos, irregulares, translúcidos ou esbranquiçados
Distribuição granulométrica: comprimento normalmente na faixa de 2 a 8 mm, espessura ≤ 1 mm
Teor de substância ativa: ≥ 98% (com menor teor de monômero residual em comparação com produtos secos por pulverização)
Densidade aparente: Aproximadamente 550–700 kg/m³
Características do processo e vantagens do material:
O processo de produção não envolve etapas de secagem em alta temperatura, preservando assim a integridade da estrutura molecular. A taxa de redução da água é essencialmente equivalente à do licor-mãe líquido.
Geometria regular das partículas e fluidez superior em comparação com pós finos; baixa geração de poeira e desempenho estável em sistemas de transporte pneumático.
Taxa de absorção de umidade significativamente menor em comparação com produtos em pó. Não se observa aglomeração evidente após 30 dias de armazenamento a uma umidade relativa de 70%.
II. Análise de compatibilidade com os processos de mistura em produção
Um critério fundamental para a seleção do material é a uniformidade da mistura e a precisão da dosagem do PCE sólido nos fluxos de trabalho de produção existentes da fábrica de concreto pronto ou da fábrica de argamassa.
1. Lógica de compatibilidade para usinas de concreto pré-misturado (mistura úmida / concreto comercial)
A sequência típica do processo em uma usina de concreto pré-misturado (RMC) é: agregados → cimento / materiais cimentícios suplementares → água → adição de aditivos. As usinas de concreto pré-misturado (RMC) geralmente são equipadas com tanques de armazenamento de aditivos líquidos e sistemas de dosagem.
Desvantagens do PCE em pó nesse cenário: O pó tem tendência a absorver umidade e aglomerar-se, o que pode obstruir transportadores helicoidais ou linhas de transporte pneumático. Além disso, a geração significativa de poeira pode levar a concentrações excessivas de PM10 no ambiente de trabalho.
Vantagens do PCE em flocos nesse cenário: A fluidez e a uniformidade do tamanho das partículas dos produtos em flocos os tornam adequados para sistemas de dosagem de aditivos sólidos. As usinas de concreto pronto podem dissolver os flocos em um tanque de pré-mistura para produzir um aditivo líquido ou adicioná-los diretamente ao misturador. Devido ao alto teor ativo dos produtos em flocos (em comparação com o líquido de concentração 20%), os custos de transporte são reduzidos em aproximadamente 75%, tornando-os particularmente adequados para transporte de média a longa distância e para centrais móveis de concreto pronto não equipadas com tanques de armazenamento de líquidos.
Recomendação: Para usinas da RMC já equipadas com uma porta de alimentação para aditivos sólidos, recomenda-se o uso de PCE em flocos. Para usinas que aceitam apenas aditivos líquidos, o PCE em flocos deve ser dissolvido e reconstituído no local antes do uso.
2. Lógica de compatibilidade da planta de argamassa (argamassa pré-misturada a seco)
O requisito fundamental para a produção de argamassa pré-misturada é a dispersão uniforme do sistema de pós. Os principais tipos de equipamentos utilizados são os misturadores de pás de eixo duplo ou os misturadores de fita, nos quais os materiais misturados incluem cimento, areia classificada, aditivos minerais e aditivos sólidos.
Vantagens do PCE em pó nesse cenário: A distribuição granulométrica do PCE em pó (D50 de aproximadamente 100–300 μm) é semelhante à das partículas de cimento (D50 de aproximadamente 15–30 μm) e da areia fina (≤ 600 μm). Isso permite uma distribuição microscopicamente uniforme durante a etapa de pré-mistura, evitando a segregação. Para aplicações com requisitos rigorosos de homogeneidade — como adesivos para azulejos, compostos autonivelantes e rejuntes —, o PCE em pó é a escolha padrão e validada pelo setor.
Desvantagens do PCE em flocos nesse cenário: As dimensões geométricas das partículas em forma de lasca (≥ 2 mm) são significativamente maiores do que as de outros componentes sólidos no sistema de argamassa. Durante a mistura e o transporte, devido à vibração e às diferenças no tamanho das partículas, as partículas em forma de lasca tendem a segregação — as partículas maiores rolam para fora e se acumulam nas bordas ou no fundo da pilha de material, resultando em um teor irregular de superplastificante de saco para saco. Em aplicações práticas, a segregação se manifesta como diferenças de fluidez superiores a 20 mm dentro do mesmo lote, ou problemas graves de qualidade, como retardamento localizado ou falta de presa localizada.
Conclusão: Na produção de argamassas de camada fina (por exemplo, adesivos para azulejos, argamassas para reboco) ou argamassas de alta fluidez (por exemplo, compostos autonivelantes), as fábricas de argamassa devem utilizar PCE em pó. Produtos em flocos não devem ser utilizados como substituto nesse caso.
III. Armazenamento, transporte e comparação de custos
| Parâmetro | PCE em pó | PCE em flocos |
|---|---|---|
| Embalagem | Saco tecido à prova de umidade de 25 kg (com revestimento interno de PE) ou saco de 1 tonelada à prova de umidade | Saco tecido de 25 kg ou saco de uma tonelada; exigência de revestimento interno menor do que no caso do pó |
| Condições de armazenamento | Local fresco e seco, umidade relativa ≤ 50%, altura de empilhamento ≤ 8 camadas | Umidade relativa ≤ 70%, altura de empilhamento ≤ 10 camadas |
| Prazo de validade (ambiente seco) | 6 meses (o risco de aglomeração aumenta significativamente após esse período) | 12 meses ou mais |
| Custo de transporte por unidade de conteúdo ativo (em comparação com o líquido 20%) | Redução de aproximadamente 70% | Redução de aproximadamente 75% |
Ⅳ. Matriz de decisão para seleção de materiais
Selecione com base nas seguintes condições:
Cenário A: Linha de produção de argamassa seca (os tipos de produtos incluem adesivos para azulejos, compostos autonivelantes, argamassas impermeabilizantes, argamassas de reparo, etc.)
Forma especialmente recomendada: PCE em pó
Fundamentação: Boa correspondência no tamanho das partículas, dispersão uniforme em microescala controlável, prevenção do risco de segregação.
Cenário B: Usina comercial de concreto pronto (RMC) ou usina de argamassa de mistura úmida, equipada com tanques de armazenamento de líquidos e capacidade de reconstituição no local
Forma recomendada: PCE em flocos (dissolvido no local antes do uso), ou PCE líquido adquirido diretamente
Fundamentação: Vantagens significativas nos custos de transporte e armazenamento devido ao alto teor de substância ativa dos produtos em flocos. Processo de dissolução simples (tanque de mistura + água + PCE em flocos, dissolução à temperatura ambiente por 30 a 60 minutos).
Cenário C: Usina comercial de concreto pré-misturado (RMC) ou usina de argamassa de mistura úmida, sem capacidade de reconstituição com líquidos, com o objetivo de adicionar aditivos sólidos diretamente
Forma recomendada: PCE em flocos
Fundamentação: Os produtos em pó apresentam problemas significativos relacionados à geração de poeira e a entupimentos. Os produtos em flocos, com boa fluidez, podem ser adicionados diretamente por meio de dispositivos de dosagem de sólidos específicos.
Cenário D: Transporte de longa distância ou comércio de exportação
Forma recomendada exclusiva: PCE em flocos
Fundamentação: Os produtos em pó apresentam uma probabilidade muito alta de aglomerar-se durante o transporte marítimo de longa duração ou o armazenamento em depósitos com alta temperatura e alta umidade. Os produtos em flocos apresentam forte resistência às intempéries, com a estabilidade da qualidade comprovada por projetos de engenharia internacionais.
Ⅴ. Equívocos comuns na seleção de materiais
Equívoco: Acredita-se que o PCE em pó sempre tenha uma taxa de redução de água maior do que o PCE em flocos.
Fato: Devido à degradação térmica durante o processo de secagem por pulverização, a taxa de redução de água do PCE em pó é geralmente inferior à do PCE em flocos com a mesma formulação. Durante a seleção, devem ser solicitados relatórios de testes realizados por terceiros para comparar a fluidez da pasta de cimento e os dados reais da taxa de redução de água.
Equívoco: Acredita-se que o PCE em flocos sempre se dissolve lentamente e, portanto, não é adequado para aplicações com tempos de mistura curtos.
Fato: A taxa de dissolução do PCE em flocos é inversamente proporcional à sua espessura. Para produtos em flocos com espessura controlada entre 0,5 e 1,0 mm, o tempo de dissolução completa em água à temperatura ambiente (20 °C) sob agitação é normalmente ≤ 10 minutos, o que não interfere no processo padrão de mistura do concreto (tempo típico de mistura de 30 a 90 segundos). Quaisquer partículas residuais continuam a se dissolver durante o transporte e a colocação subsequentes.
Equívoco: Utilização de PCE em flocos em argamassas de mistura a seco para reduzir os custos com materiais.
Fato: As perdas significativas sofridas por uma fábrica de argamassa devido a devoluções de produtos ou controvérsias sobre a qualidade de projetos causadas pela segregação superam em muito a pequena economia de custos com matérias-primas. É estritamente proibido o uso direto de PCE em flocos em argamassas de mistura a seco sem moagem fina.
Conclusão
A escolha entre PCE em flocos e em pó envolve, fundamentalmente, priorizar a compatibilidade com o processo de produção ou a estabilidade da qualidade do produto. Para usinas de argamassa pronta para uso, o PCE em pó é insubstituível devido às suas vantagens em termos de correspondência do tamanho das partículas. Para usinas de concreto pronto e em cenários de comércio de longa distância, as vantagens de custo e estabilidade do PCE em flocos são mais evidentes.
As decisões de seleção devem ser tomadas por meio de uma avaliação abrangente do sistema de formulação do produto, das condições dos equipamentos e das capacidades de controle de qualidade. Devem ser realizados testes de mistura em pequena escala e testes de homogeneidade antes do comissionamento formal da produção.