Inleiding
Op het gebied van betonadditieven fungeert polycarboxylaatether (PCE) als superplastificeerder en vormt het de kerncomponent van hoogwaardige waterreducerende middelen; het gebruik van PCE-producten in vaste vorm raakt steeds meer ingeburgerd. Momenteel zijn de twee belangrijkste soorten vaste PCE-producten op de markt vlokken (PCE-vlokken) en poeders (meestal geproduceerd via sproeidrogen). Voor fabrieken voor kant-en-klaar beton (RMC) en droge mortel Bij planten heeft de materiaalkeuze niet alleen invloed op de kostenbeheersing, maar ook rechtstreeks op de prestatiestabiliteit van het product en de compatibiliteit met bestaande productieprocessen.
In dit artikel worden de technische verschillen tussen PCE in vlokkenvorm en in poedervorm vanuit vier invalshoeken vergeleken: fysisch-chemische eigenschappen, principes van het productieproces, compatibiliteit bij het samenstellen van mengsels en toepassingsscenario’s. Daarnaast wordt een besluitvormingskader geboden dat is gebaseerd op daadwerkelijke productieomstandigheden.
I. Verschillen in bereidingsprocessen en fysisch-chemische parameters

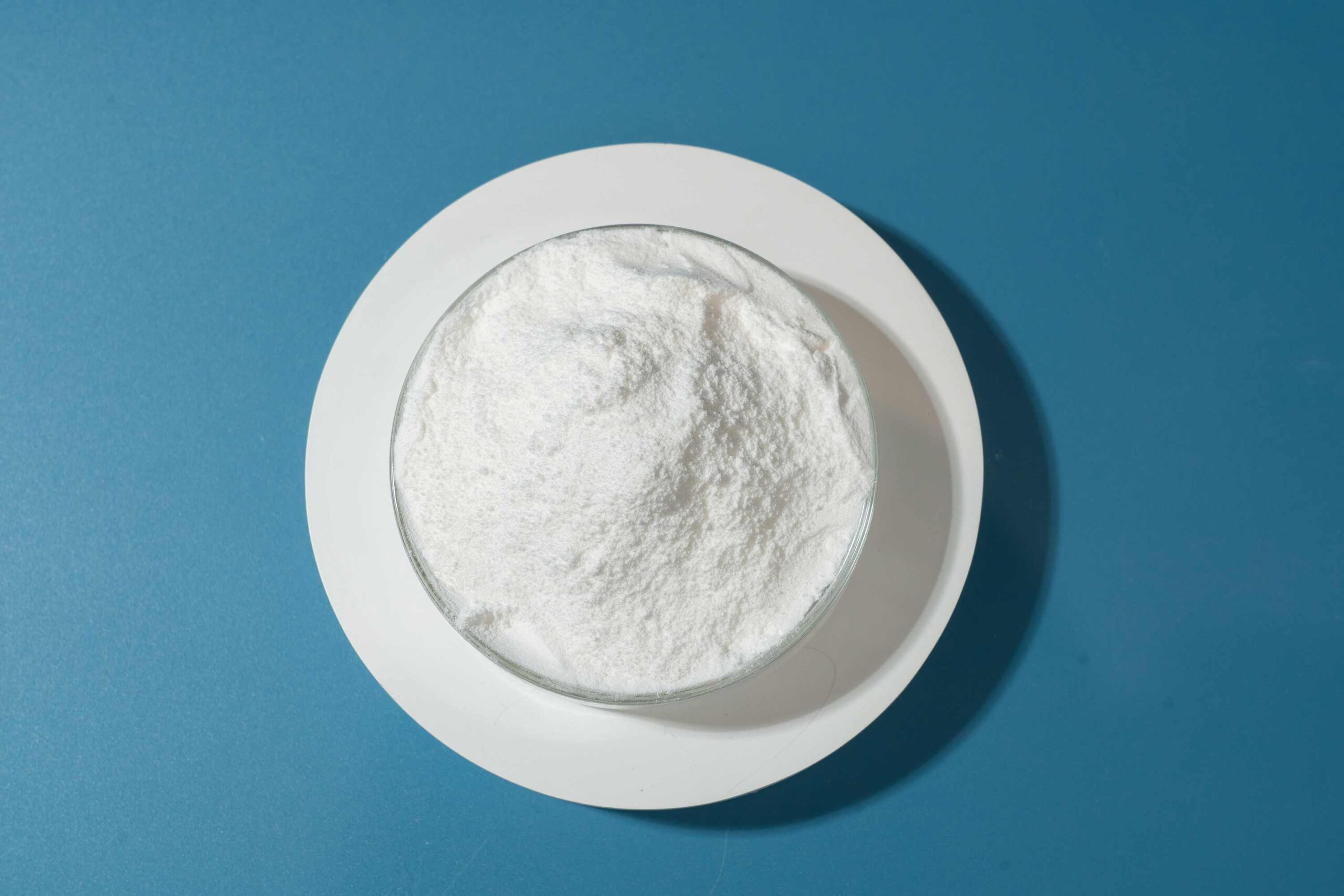
1. PCE-poeder: procesroute via sproeidrogen
PCE-poeder wordt doorgaans geproduceerd door sproeidrogen vloeibare PCE-moederloog. Bij dit proces wordt het vloeibare materiaal door een centrifugaalverstuiver in fijne druppeltjes verdeeld, waarna het water in een hete luchtstroom snel wordt verdampt, waardoor een poederproduct ontstaat.
Typische technische parameters:
Uiterlijk: Wit of lichtgeel poeder
Fijnheid: Rest op een zeef met vierkante mazen van 0,315 mm (40 mesh) ≤ 10%
Gehalte aan vaste stoffen: ≥ 98%
Volumieke gewicht: ongeveer 400–600 kg/m³
Proceskenmerken en materiaalbeperkingen:
Het sproeidroogproces vereist hoge temperaturen (inlaatluchttemperatuur doorgaans 180–250 °C), wat kan leiden tot een zekere mate van thermische afbraak van de PCE-molecuulketens, met als gevolg een afname van de waterafbraaksnelheid van ongeveer 3–8% in vergelijking met de vloeibare moederloog.
Door het grote specifieke oppervlak en de hoge oppervlakte-energie van het fijne poeder is het zeer gevoelig voor vochtopname. Er treedt een aanzienlijke neiging tot klontering op wanneer de relatieve luchtvochtigheid hoger is dan 60%.
Fijne poeders brengen risico’s met zich mee op elektrostatische oplading en stofexplosies (met een relatief lage minimale ontstekingsenergie) tijdens pneumatisch transport en in omgevingen met veel stof.
2. Flake PCE: bulkpolymerisatie / extrusiegranulatieproces
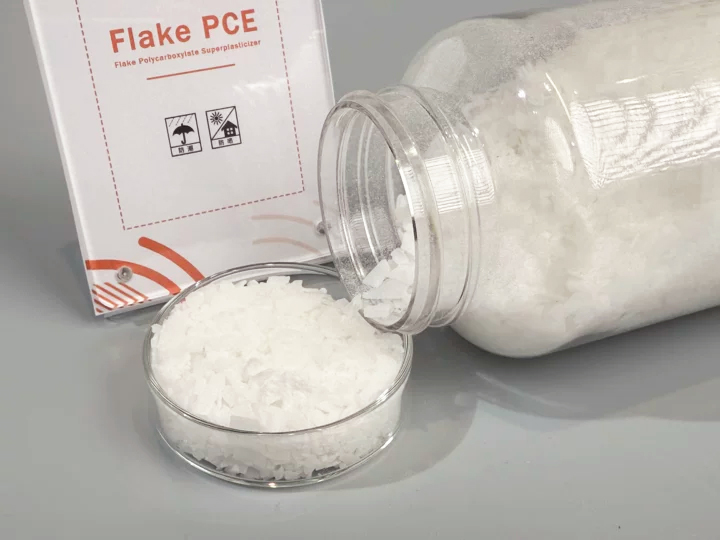
Flake PCE wordt doorgaans geproduceerd door bulkpolymerisatie of hot-melt-extrusie processen. De productiereeks omvat: directe polymerisatie van monomeermengsels onder oplosmiddelvrije omstandigheden om een polymeersmelt met hoge viscositeit te verkrijgen, gevolgd door extrusie, kalanderen, koelen en vermalen om onregelmatige vlokvormige deeltjes te verkrijgen.
Typische technische parameters:
Uiterlijk: Doorschijnende of gebroken witte, onregelmatige, dunne vlokken
Deeltjesgrootteverdeling: lengte doorgaans tussen 2 en 8 mm, dikte ≤ 1 mm
Actief gehalte: ≥ 98% (met een lager gehalte aan restmonomeren dan bij gesproeidroogde producten)
Volumieke gewicht: ongeveer 550–700 kg/m³
Proceskenmerken en materiaalvoordelen:
Het productieproces omvat geen droogfasen bij hoge temperaturen, waardoor de integriteit van de moleculaire structuur behouden blijft. De waterverwijderingssnelheid komt in wezen overeen met die van de vloeibare moederloog.
Regelmatige deeltjesgeometrie en superieure strooibaarheid in vergelijking met fijne poeders; geringe stofontwikkeling en stabiele prestaties in pneumatische transportsystemen.
Aanzienlijk lagere vochtopname in vergelijking met poederproducten. Na 30 dagen opslag bij een relatieve vochtigheid van 70% is er geen duidelijke klontervorming waargenomen.
II. Compatibiliteitsanalyse met productie-mengprocessen
Een belangrijk criterium bij de materiaalkeuze is de gelijkmatigheid van het mengen en de doseernauwkeurigheid van het vaste PCE binnen de bestaande productiewerkprocessen van de RMC-fabriek of mortelfabriek.
1. Compatibiliteitslogica voor kant-en-klaar betoncentrales (natmengsel / commercieel beton)
De gebruikelijke procesvolgorde voor een RMC-installatie is: toeslagstoffen → cement / aanvullende cementachtige materialen → water → toevoeging van hulpstoffen. RMC-installaties zijn doorgaans uitgerust met opslagtanks voor vloeibare hulpstoffen en doseersystemen.
Nadelen van PCE in poedervorm in dit scenario: Poeder neemt gemakkelijk vocht op en klontert, waardoor schroeftransporteurs of pneumatische transportleidingen kunnen verstoppen. Bovendien kan er veel stof vrijkomen, wat kan leiden tot te hoge PM10-concentraties in de werkomgeving.
Voordelen van PCE in vlokvorm in dit scenario: Dankzij hun strooibaarheid en consistente deeltjesgrootte zijn vlokproducten geschikt voor doseersystemen voor vaste toevoegingen. RMC-installaties kunnen de vlokken in een premix-tank oplossen om een vloeibare toevoeging te produceren, of ze rechtstreeks aan de menger toevoegen. Vanwege het hoge gehalte aan werkzame stof in vlokproducten (in vergelijking met vloeibare 20%-concentraat) worden de transportkosten met ongeveer 75% verlaagd, waardoor ze bijzonder geschikt zijn voor transport over middellange tot lange afstanden en voor mobiele RMC-installaties die niet zijn uitgerust met opslagtanks voor vloeistoffen.
Aanbeveling: Voor RMC-installaties die al zijn uitgerust met een toevoeropening voor vaste toeslagstoffen, verdient PCE in vlokken de voorkeur. Bij installaties die alleen vloeibare toeslagstoffen kunnen verwerken, moet PCE in vlokken ter plaatse worden opgelost en gereconstitueerd voordat het wordt gebruikt.
2. Compatibiliteitslogica voor mortelfabrieken (droogmengselmortel)
De belangrijkste vereiste voor de productie van droogmengmortel is de gelijkmatige verspreiding van het poedersysteem. De meest voorkomende soorten apparatuur zijn tweassige schoepenmengers of lintmengers, waarbij de gemengde materialen bestaan uit cement, gesorteerd zand, minerale toevoegingen en vaste toevoegingen.
Voordelen van PCE-poeder in dit scenario: De deeltjesgrootteverdeling van PCE-poeder (D50 ongeveer 100–300 μm) komt dicht in de buurt van die van cementdeeltjes (D50 ongeveer 15–30 μm) en fijn zand (≤ 600 μm). Dit zorgt voor een microscopisch gelijkmatige verdeling tijdens de voormengfase, waardoor segregatie wordt voorkomen. Voor toepassingen met strenge eisen aan de homogeniteit – zoals tegellijmen, zelfnivellerende mengsels en voegmiddelen – is PCE-poeder de standaard en door de industrie goedgekeurde keuze.
Nadelen van PCE in vlokvorm in dit scenario: De geometrische afmetingen van schilferdeeltjes (≥ 2 mm) zijn aanzienlijk groter dan die van andere vaste bestanddelen in het mortelsysteem. Tijdens het mengen en het transport zijn schilferdeeltjes, als gevolg van trillingen en verschillen in deeltjesgrootte, gevoelig voor segregatie — grotere deeltjes rollen eraf en hopen zich op aan de randen of op de bodem van de materiaalstapel, waardoor het gehalte aan superplastificeerder van zak tot zak ongelijkmatig is. In de praktijk uit segregatie zich in verschillen in vloeibaarheid van meer dan 20 mm binnen dezelfde partij, of in ernstige kwaliteitsproblemen zoals plaatselijke vertraging van de uitharding of plaatselijke uitblijvende uitharding.
Conclusie: Bij de productie van dunbedmortels (bijv. tegellijmen, pleistermortels) of zeer vloeibare mortels (bijv. zelfnivellerende mengsels) moeten mortelfabrieken PCE in poedervorm gebruiken. Vlokproducten mogen in dit geval niet als vervanging worden gebruikt.
III. Storage, Transport, and Cost Comparison
| Parameter | PCE-poeder | Flake PCE |
|---|---|---|
| Verpakking | 25 kg moisture-proof woven bag (with inner PE liner) or 1 ton moisture-proof ton bag | 25 kg woven bag or ton bag; lower inner liner requirement than powder |
| Storage conditions | Cool and dry, relative humidity ≤ 50%, stacking height ≤ 8 layers | Relative humidity ≤ 70%, stacking height ≤ 10 layers |
| Shelf life (dry environment) | 6 months (caking risk increases significantly beyond this period) | 12 months or more |
| Transport cost per unit active content (compared to 20% liquid) | Approximately 70% reduction | Approximately 75% reduction |
Ⅳ. Material Selection Decision Matrix
Select based on the following conditions:
Scenario A: Dry-mix mortar production line (product types include tegellijmen, zelfegaliserende compounds, waterproofing mortars, repair mortars, etc.)
Uniquely recommended form: Powder PCE
Rationale: Good particle size matching, controllable micro-scale uniform dispersion, avoidance of segregation risk.
Scenario B: Commercial RMC plant or wet-mix mortar plant, equipped with liquid storage tanks and on-site reconstitution capability
Recommended form: Flake PCE (dissolved on site before use), or directly sourced liquid PCE
Rationale: Significant advantages in transport and storage costs due to high active content of flake products. Simple dissolution process (mixing tank + water + flake PCE, dissolution at ambient temperature for 30–60 minutes).
Scenario C: Commercial RMC plant or wet-mix mortar plant, without liquid reconstitution capability, intending to add solid admixtures directly
Recommended form: Flake PCE
Rationale: Powder products present prominent issues with dust generation and blockages. Flake products, with good flowability, can be added directly via dedicated solid metering devices.
Scenario D: Long-distance transport or export trade
Uniquely recommended form: Flake PCE
Rationale: Powder products have a very high probability of caking during long-term sea freight or storage in high-temperature, high-humidity warehouses. Flake products exhibit strong weather resistance, with quality stability validated by international engineering projects.
Ⅴ. Common Material Selection Misconceptions
Misconception: Believing that powder PCE always has a higher water-reducing rate than flake PCE.
Fact: Due to thermal degradation during the spray drying process, the water-reducing rate of powder PCE is generally lower than that of flake PCE with the same formulation. During selection, third-party test reports should be requested to compare cement paste flowability and actual water-reducing rate data.
Misconception: Believing that flake PCE always dissolves slowly and is therefore unsuitable for applications with short mixing times.
Fact: The dissolution rate of flake PCE is inversely proportional to its thickness. For flake products with a thickness controlled between 0.5 and 1.0 mm, the complete dissolution time in ambient temperature water (20°C) under agitation is typically ≤ 10 minutes, which does not interfere with the standard concrete mixing process (typical mixing time of 30–90 seconds). Any residual particles continue to dissolve during subsequent transport and placement.
Misconception: Using flake PCE in dry-mix mortars to reduce material costs.
Fact: The comprehensive losses incurred by a mortar plant due to product returns or project quality disputes caused by segregation far outweigh the minor cost savings on raw materials. The direct use of flake PCE in dry-mix mortars without fine grinding is strictly prohibited.
Conclusie
The selection between flake and powder PCE fundamentally involves prioritizing either production process compatibility or product quality stability. For dry-mix mortar plants, powder PCE is irreplaceable due to its particle size matching advantages. For RMC plants and long-distance trade scenarios, the cost and stability advantages of flake PCE are more prominent.
Selection decisions should be made by comprehensively evaluating the product formulation system, equipment conditions, and quality control capabilities. Small-scale trial mixing and homogeneity testing should be completed before formal production commissioning.