Introduction
In the field of concrete admixtures, polycarboxylate ether (PCE) superplasticizer serves as the core component of high-performance water-reducing agents, and the application of its solid-form products is becoming increasingly widespread. Currently, the two main types of solid PCE products on the market are flakes (PCE flakes) and powders (typically produced via spray drying). For ready-mix concrete (RMC) plants and droge mortel plants, the material selection not only impacts cost control but also directly affects product performance stability and compatibility with existing production processes.
This article compares the technical differences between flake and powder PCE from four dimensions: physicochemical properties, production process principles, compounding compatibility, and application scenarios. It also provides a decision-making framework based on actual production conditions.
I. Differences in Preparation Processes and Physicochemical Parameters

1. Powder PCE: Spray Drying Process Route
Powder PCE is typically produced by spray drying liquid PCE mother liquor. In this process, the liquid material is dispersed into fine droplets by a centrifugal atomizer, and water is rapidly evaporated in a hot air stream to obtain a powdered product.
Typical technical parameters:
Appearance: White or light yellow powder
Fineness: Residue on 0.315 mm square mesh sieve (40 mesh) ≤ 10%
Solid content: ≥ 98%
Bulk density: Approximately 400–600 kg/m³
Process characteristics and material limitations:
The spray drying process requires high temperatures (inlet air temperature typically 180–250°C), which may cause some degree of thermal degradation of the PCE molecular chains, resulting in a reduction in water-reducing rate of approximately 3–8% compared to the liquid mother liquor.
The high specific surface area and surface energy of the fine powder make it highly susceptible to moisture absorption. Significant caking tendency is observed when the relative humidity exceeds 60%.
Fine powders present risks of electrostatic accumulation and dust explosion (with a relatively low minimum ignition energy) during pneumatic conveying and in high-dust environments.
2. Flake PCE: Bulk Polymerization / Extrusion Granulation Process
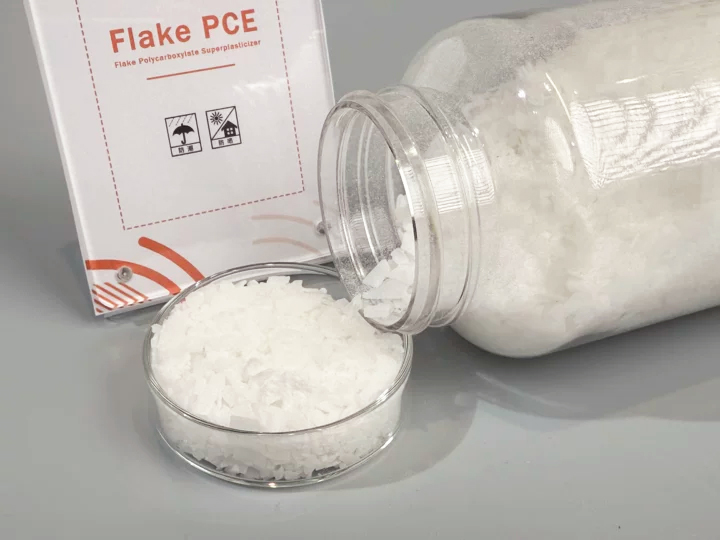
Flake PCE is typically produced by bulk polymerization of hot-melt extrusion processes. The production sequence involves: direct polymerization of monomer mixtures under solvent-free conditions to obtain a high-viscosity polymer melt, followed by extrusion, calendering, cooling, and crushing to obtain irregular flake particles.
Typical technical parameters:
Appearance: Translucent or off-white irregular thin flakes
Particle size distribution: Length typically in the range of 2–8 mm, thickness ≤ 1 mm
Active content: ≥ 98% (with lower residual monomer content compared to spray-dried products)
Bulk density: Approximately 550–700 kg/m³
Process characteristics and material advantages:
The production process does not involve high-temperature drying stages, thereby preserving the integrity of the molecular structure. The water-reducing rate is essentially equivalent to that of the liquid mother liquor.
Regular particle geometry and superior flowability compared to fine powders; low dust generation and stable performance in pneumatic conveying systems.
Significantly lower moisture absorption rate compared to powder products. No obvious caking is observed after 30 days of storage at 70% relative humidity.
II. Compatibility Analysis with Production Mixing Processes
A key criterion for material selection is the mixing uniformity and metering accuracy of the solid PCE within the existing production workflows of the RMC plant or mortar plant.
1. Ready-Mix Concrete Plant (Wet-Mix / Commercial Concrete) Compatibility Logic
The typical process sequence for an RMC plant is: aggregates → cement / supplementary cementitious materials → water → admixture addition. RMC plants are generally equipped with liquid admixture storage tanks and metering systems.
Disadvantages of powder PCE in this scenario: Powder is prone to moisture absorption and caking, which can block screw conveyors or pneumatic conveying lines. Moreover, significant dust generation can lead to excessive PM10 concentrations in the working environment.
Advantages of flake PCE in this scenario: The flowability and particle size consistency of flake products make them suitable for solid admixture dosing systems. RMC plants can dissolve flakes in a premix tank to produce a liquid admixture, or add them directly to the mixer. Due to the high active content of flake products (compared to 20% concentration liquid), transportation costs are reduced by approximately 75%, making them particularly suitable for medium- to long-distance transport and mobile RMC plants not equipped with liquid storage tanks.
Recommendation: For RMC plants already equipped with a solid admixture feed port, flake PCE is preferred. For plants that only accept liquid admixtures, flake PCE must be dissolved and reconstituted on site before use.
2. Mortar Plant (Dry-Mix Mortar) Compatibility Logic
The core requirement for dry-mix mortar production is the uniform dispersion of the powder system. The predominant equipment types are twin-shaft paddle mixers or ribbon blenders, where the mixed materials include cement, graded sand, mineral admixtures, and solid admixtures.
Advantages of powder PCE in this scenario: The particle size distribution of powder PCE (D50 approximately 100–300 μm) is close to that of cement particles (D50 approximately 15–30 μm) and fine sand (≤ 600 μm). This enables microscopically uniform distribution during the premixing stage, avoiding segregation. For applications with stringent homogeneity requirements—such as tile adhesives, self-leveling compounds, and grouts—powder PCE is the standard and industry-validated selection.
Disadvantages of flake PCE in this scenario: The geometric dimensions of flake particles (≥ 2 mm) are significantly larger than those of other solid components in the mortar system. During mixing and transport, due to vibration and particle size differences, flake particles are prone to segregation — larger particles roll off and accumulate at the edges or bottom of the material pile, resulting in uneven superplasticizer content from bag to bag. In practical applications, segregation manifests as flowability differences exceeding 20 mm within the same batch, or serious quality issues such as localized retardation or localized non-setting.
Conclusie: When producing thin-bed mortars (e.g., tile adhesives, plastering mortars) or high-fluidity mortars (e.g., self-leveling compounds), mortar plants must use powder PCE. Flake products should not be used as a substitute in this scenario.
III. Storage, Transport, and Cost Comparison
| Parameter | Powder PCE | Flake PCE |
|---|---|---|
| Verpakking | 25 kg moisture-proof woven bag (with inner PE liner) or 1 ton moisture-proof ton bag | 25 kg woven bag or ton bag; lower inner liner requirement than powder |
| Storage conditions | Cool and dry, relative humidity ≤ 50%, stacking height ≤ 8 layers | Relative humidity ≤ 70%, stacking height ≤ 10 layers |
| Shelf life (dry environment) | 6 months (caking risk increases significantly beyond this period) | 12 months or more |
| Transport cost per unit active content (compared to 20% liquid) | Approximately 70% reduction | Approximately 75% reduction |
Ⅳ. Material Selection Decision Matrix
Select based on the following conditions:
Scenario A: Dry-mix mortar production line (product types include tegellijmen, zelfegaliserende compounds, waterproofing mortars, repair mortars, etc.)
Uniquely recommended form: Powder PCE
Rationale: Good particle size matching, controllable micro-scale uniform dispersion, avoidance of segregation risk.
Scenario B: Commercial RMC plant or wet-mix mortar plant, equipped with liquid storage tanks and on-site reconstitution capability
Recommended form: Flake PCE (dissolved on site before use), or directly sourced liquid PCE
Rationale: Significant advantages in transport and storage costs due to high active content of flake products. Simple dissolution process (mixing tank + water + flake PCE, dissolution at ambient temperature for 30–60 minutes).
Scenario C: Commercial RMC plant or wet-mix mortar plant, without liquid reconstitution capability, intending to add solid admixtures directly
Recommended form: Flake PCE
Rationale: Powder products present prominent issues with dust generation and blockages. Flake products, with good flowability, can be added directly via dedicated solid metering devices.
Scenario D: Long-distance transport or export trade
Uniquely recommended form: Flake PCE
Rationale: Powder products have a very high probability of caking during long-term sea freight or storage in high-temperature, high-humidity warehouses. Flake products exhibit strong weather resistance, with quality stability validated by international engineering projects.
Ⅴ. Common Material Selection Misconceptions
Misconception: Believing that powder PCE always has a higher water-reducing rate than flake PCE.
Fact: Due to thermal degradation during the spray drying process, the water-reducing rate of powder PCE is generally lower than that of flake PCE with the same formulation. During selection, third-party test reports should be requested to compare cement paste flowability and actual water-reducing rate data.
Misconception: Believing that flake PCE always dissolves slowly and is therefore unsuitable for applications with short mixing times.
Fact: The dissolution rate of flake PCE is inversely proportional to its thickness. For flake products with a thickness controlled between 0.5 and 1.0 mm, the complete dissolution time in ambient temperature water (20°C) under agitation is typically ≤ 10 minutes, which does not interfere with the standard concrete mixing process (typical mixing time of 30–90 seconds). Any residual particles continue to dissolve during subsequent transport and placement.
Misconception: Using flake PCE in dry-mix mortars to reduce material costs.
Fact: The comprehensive losses incurred by a mortar plant due to product returns or project quality disputes caused by segregation far outweigh the minor cost savings on raw materials. The direct use of flake PCE in dry-mix mortars without fine grinding is strictly prohibited.
Conclusie
The selection between flake and powder PCE fundamentally involves prioritizing either production process compatibility or product quality stability. For dry-mix mortar plants, powder PCE is irreplaceable due to its particle size matching advantages. For RMC plants and long-distance trade scenarios, the cost and stability advantages of flake PCE are more prominent.
Selection decisions should be made by comprehensively evaluating the product formulation system, equipment conditions, and quality control capabilities. Small-scale trial mixing and homogeneity testing should be completed before formal production commissioning.